


- Hotline: 0966 836 686


QUI TRÌNH CÔNG NGHỆ ÉP VÁN DÁN NHIỀU LỚP
1. Giới thiệu chung
Công nghiệp sản xuất ván dán đang ngày một phát triển vì sự thiếu hụt ngày một tăng của nguồn nguyên liệu từ gỗ rừng tự nhiên. Việc tạo ra ván mỏng là một phương thức kinh tế nhất trong việc sản xuất gỗ chất lượng cao và thể hiện được hình ảnh gỗ trong sản phẩm. Công nghệ mới đã có thể cho phép công nghiệp gỗ sử dụng gỗ rừng trồng, nguồn nguyên liệu gỗ mà trước kia bị xem là gỗ có đường kính quá nhỏ để sản xuất ván ép.

Công nghệ sản xuất ván dán nhiều lớp về cơ bản dựa trên công nghệ sản xuất ván dán thông thường. Ván dán được tạo nên từ các lớp gỗ (ván mỏng) liên kết với nhau bởi chất dán dính (keo). Đây là loại vật liệu được đặc trưng bằng khả năng của nó được thiết kế và cấu tạo cho các ứng dụng trong xây dựng hay trang trí, định hình thẳng hay cong. Ván dán được tạo ra từ gỗ lá rộng thông thường được sử dụng cho mục đích trang trí. Ván dán được tạo ra từ gỗ lá kim (họ tùng bách) thường đựợc sử dụng cho xây dựng và kết cấu.
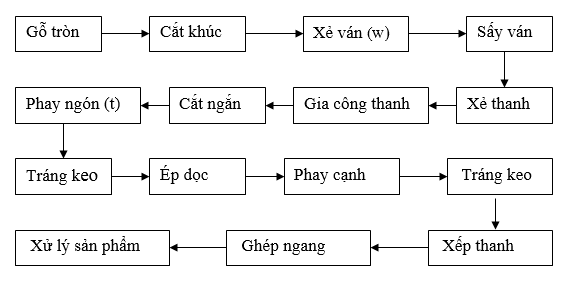
Qui trình công nghệ sản xuất ván ép nhiều lớp bao gồm 5 công đoạn chính sau:
1. Gỗ tròn được bóc vỏ và cắt theo chiều dài cần thiết
2. Gỗ tròn được bóc để tạo ván mỏng
3. Ván mỏng được sấy khô và phân loại
4. Ván mỏng được tráng keo và được xếp đặt để đạt yêu cầu chiều dày ván và được ép nhiệt
5. Ván ép nhiều lớp được cắt theo kích thước yêu cầu của khách hàng
2. Sản xuất ván mỏng
2.1 Chuẩn bị phôi gỗ
Ván mỏng và các sản phẩm sử dụng ván mỏng được tạo ra từ cả gỗ lá rộng và gỗ lá kim. Chất lượng nguyên liệu gỗ để sản xuất ván mỏng đựợc đánh giá dựa trên các yêu cầu nhất định về kích thước gỗ, cấp chất lượng, các phương thức vận chuyển, bảo quản và cách ly gỗ.
Để đáp ứng được các yêu cầu tiêu chuẩn ngày nay, bề mặt ván mỏng cần xuất hiện ít lỗi, màu sắc đồng đều và cấu trúc đồng đều. Việc đánh giá kỹ lưỡng và chính xác chất lượng gỗ khúc là cơ sở rất quan trọng để đạt được ván mỏng chất lượng tốt trong các công đoạn chế biến sau. Các tiêu chuẩn đánh giá chất lượng gỗ cho phép xác định những loại gỗ nào phù hợp để sản xuất ván mỏng. Các đặc tính gỗ chính được xem xét đến như sau:
Thông số hình học
Đường kính gỗ nguyên liệu ảnh hưởng trực tiếp đến tỷ lệ lợi dụng gỗ và năng suất lao động. Đường kính nhỏ nhất của gỗ dùng để sản xuất ván dán có tu thường là 18cm. Đối với ván không tu đường kính gỗ được phép nhỏ hơn
+ Độ thót ngọn càng nhỏ càng tốt
+ Độ cong càng nhỏ càng tốt
+ Độ tròn càng lớn và đồng đều càng tốt
Các đặc tính bóc và lạng (khối lượng thể tích, sự chéo thớ, mắt gỗ)
+ Chiều thớ gỗ: Gỗ càng thẳng thớ càng tốt. khi đó sẽ tạo được bề mặt ván có hình dáng đẹp
+ Mắt gỗ không những ảnh hưởng đến chất lượng ván mỏng, tỷ suất ván mỏng, chất lượng ván dán mà còn ảnh hưởng đến dao bóc. Nếu mắt có đường kính lớn, tập trurng thì tỷ suất ván mỏng rất thấp. Mắt chết sau khi sấy khô cũng có thể trở thành mắt rõ. Dù là mắt chết hay mắt rõ thì sau này khi xử lý ván mỏng cũng rất khó khăn. Đây không chỉ là công việc gây tốn kém mà còn làm cho cường độ ván mỏng giảm và cường độ ván dán cũng giảm theo
Các đặc tính sử dụng hay hiển thị (màu sắc, hình ảnh, cấu trúc, vòng năm, mùi gỗ)
+ Gỗ có giác lõi không hoặc ít phân biệt
+ Gỗ sớm gỗ muộn không hoặc ít phân biệt
+ Tia gỗ có kích thước nhỏ, số lượng ít
+ Mạch phân tán, kích thước bé
Các đặc tính dán dính keo và hoàn thiện (khối lượng thể tích, thớ gỗ, khả năng dính keo, nhuộm màu)
+ Gỗ nguyên liệu được yêu cầu phải có hàm luwngj chất dầu nhựa thấp để hạn chế ảnh hưởng đến khả năng dán dính của ván dán
Các đặc tính cấu trúc (cường độ, chịu mục nát, độ cứng gỗ)
+ Độ bền cơ học: Các kết quả thực nghiệm ở nhiều nước trên thế giới cho thấy, gỗ tròn nguyên liệu dùng để sản xuất ván dán nên có khối lượng thể tích từ 0,55 ÷ 0,75 g/cm3. Với khối lượng thể tích như vậy, cường độ ván mỏng và ván dán cao, tỷ suất nén nhỏ và đảm bảo yêu cầu về chất lượng sản phẩm ván dán. Nếu gỗ tròn nguyên liệu có khối lượng thể tích nhỏ ( < 0,49 g/cm3) thì giới hạn bền kéo dọc thớ, kéo ngang thớ của ván mỏng thấp, không đảm bảo được yêu cầu của nhiều loại sản phẩm (nói trung ván dán chất lượng cao đòi hỏi cường độ cao)
+ Cần hạn chế khuyết tật gỗ nhiều nhất có thể, không được mục, không có vật liệu lạ (kim loại)
+ Gỗ dùng cho bóc lạng cần được đảm bảo yêu cầu về độ ẩm (nên dùng gỗ còn tươi, một tháng sau khi chặt hạ)
2.2 Hóa mềm gỗ
Trong công nghệ bóc và lạng gỗ, các khúc phôi gỗ thường được làm nóng trong bể nước hoặc được hấp nóng để làm mềm gỗ, tạo điều kiện thuận lợi cho việc bóc, lạng gỗ và cải thiện chất lượng ván mỏng sản xuất ra. Qui trình nấu và gia nhiệt rất đa dạng, phụ thuộc vào khối lượng thể tích gỗ, kích thước phôi gỗ và kế hoạch cấp nhiệt của nhà máy. Nhiệt độ thường được sử dụng là 50 – 90oC, thời gian gia nhiệt 25 – 36giờ. Tuy nhiên, một số loài gỗ có khối lượng thể tích cao cần được gia nhiệt nhiều ngày.
Tuy nhiên trong thực tế sản xuất ván bóc hiện nay nhiều nơi đã bỏ qua khâu làm mềm vì lợi dụng bóc ván khi gỗ con tươi, có độ ẩm cao và tương đối dễ bóc ván. Việc bóc ván gỗ tươi sẽ tiết kiệm được năng lượng và thời gian tạo ván mỏng. Tuy nhiên nếu không có thiết kế công đoạn hóa mềm gỗ trong qui trình sản xuất ván dán có thể dẫn đến một số bất lợi sau:
– Không chủ động được nguồn gỗ tươi có độ ẩm lớn cần thiết để bóc ván.
– Gỗ có độ ẩm thấp dễ bi dòn, khi đươc bóc sẽ làm tăng tần số vết nứt, làm giảm cường độ ván mỏng cũng như làm tăng tỷ lệ ván mỏng vỡ vụn
– Các ứng suất cục bộ tự nhiên trong thân gỗ chưa được triệt tiêu bởi quá trình nhiệt mềm hóa gỗ, sẽ gây rách ván mỏng khi bóc và lạng ván
2.3 Công nghệ sản xuất ván mỏng
Bóc ván: Công nghệ bóc ván truyền thống thường sử dụng gỗ bóc có đường kính lớn. Tuy nhiên do sự phát triển về thiết bị và công nghệ sản xuất, gỗ đường kính nhỏ rừng trồng đã được sử dụng một cách kinh tế.
Các máy bóc không có tu hay máy bóc vô tâm cho phép bóc gỗ đến đường kính nhỏ hơn ván bóc truyền thống sử dụng tu (trấu kẹp). Tuy nhiên việc sử dụng máy bóc không tu cũng có có nhựơc điểm là sai số về chiều dày ván mỏng có thể cao do vị trí đường tâm khúc gỗ tròn và mũi dao bóc có độ ổn định không cao do:
+ Chuyển động của phôi gỗ phụ thuộc vào bề mặt phôi gỗ tròn, độ tròn, độ thót ngọn, mức độ u bướu và khuyết tật gỗ bề mặt
+ Việc điều hòa chuyển động của các ru lô dẫn hướng khó khăn
+ Độ ổn định chuyển động của phôi gỗ phụ thuộc vào khối lượng phôi gỗ
Lạng và Lạng nửa vòng ván: Trong công nghệ này, những yêu cầu về nguyên liệu gỗ được chú trọng hơn trên phương diện giá trị của sản phẩm cuối cùng. Các phần gỗ đặc biệt như góc, gốc, thớ vặn đem lại hình ảnh vân gỗ và màu sắc gỗ phù hợp cho mục đích trang trí.
2.4 Sấy ván mỏng
Ván mỏng được tạo ra sau khi bóc, lạng thông thường có độ ẩm cao và không phù hợp để tráng keo. Vì vậy ván mỏng cần được sấy khô đên độ ẩm nhỏ hơn 12%. Đây là mức độ ẩm tương thích với việc tráng keo và phù hợp với độ ẩm của ván dán được sử dụng.
Hiện nay có nhiều phương pháp sấy ván mỏng. Kiểu sấy thông dụng nhất là buồng sấy dài được trang bị với các ru lô trên băng tải có tác dụng đẩy ván mỏng đi dọc theo buồng sấy. Hệ thống gia nhiệt và quạt được bố trí dọc theo buồng sấy để kiểm soát nhiệt độ và độ ẩm.
Phần lớn các lò sấy ván mỏng nhiệt độ cao (trên 100°C) sử dụng nguồn nhiệt từ hệ thống gia nhiệt hơi nước. Nhiệt được truyền tới không khí bởi hệ thống trao đổi nhiệt. Các hệ thống lò sấy sử dụng dầu và khí đốt đang ngày một thông dụng trong công nghiệp.
Dưới đây là một mô hình buồng sấy băng tải:
Do nhiều ván mỏng có xu hướng bị nhăn sau khi sấy vì sự khác nhau mật độ trên mặt ván, các tấm ván mỏng đó cần được làm phẳng bằng cách là ép thêm. Ngày nay máy sấy ép đã được phát triển với khả năng vừa ép, vừa sấy khô ván mỏng.
2.5 Cắt xén
Sau khi sấy, ván mỏng được cắt xén theo kích thước yêu cầu để bán hay ép ván.
Qua việc cắt xén, các phần lỗi trên ván mỏng cũng được loại bỏ.
Các lá ván mỏng được cắt theo từng loại kích thước và được tập hợp theo tưng bó 24 – 32 tấm
2.6 Tuyển chọn và phân loại
Trong các quá trình sản xuất, ván mỏng có thể được phân loại theo các yêu cầu chất lượng cho từng mục đích sử dụng như sau:
– Chất lượng kiến trúc nội thất
– Chất lượng phòng ngủ
– Chất lượng phòng khách
– Chất lượng ván tấm
– Chất lượng cửa
– Chất lượng vân gỗ
Các hệ thống chất lượng đó khác nhau tùy thuộc vào các tiêu chuẩn được tạo ra riêng bởi từng nhà sản xuất về chiều dài, kích thước và chất lượng. Các phân loại phụ cũng có thể khác nhau trong mỗi cấp chất lượng tiêu chuẩn.
2.7 Định lượng
Từng tập ván mỏng có thể được vận chuyển qua thiết bị quét và đo đếm nhằm xác định chiều dài, số lượng tấm, và diện tích ván mỏng.
2.8 Lưu kho
– Ván mỏng đã sấy khô cần được lưu giữ trong nhà kho có nhiệt độ và độ ẩm không thay đổi
– Các ván mỏng nên được lưu giữ ở nơi không tiếp xúc trực tiếp với ánh nắng mặt trời
2.9 Khâu vá ván mỏng
Các mảnh ván mỏng có thể được ghép nối lại với nhau theo cạnh ván để tạo nên những tấm lớn hơn theo kích thước và hình ảnh ván mỏng theo yêu cầu. Việc liên kết cạnh này có thể được thực hiện bằng máy khâu cạnh ván với dây keo theo đường zic zắc.
2.10 Ghép hình
Nghệ thuật ghép hình được thực hiện để tạo lại hình ảnh vân thớ tự nhiên của gỗ theo một kiểu dáng hay hiệu ứng hình ảnh nhất định cho mục đích trang trí. Sau đây là một số kiểu ghép hình ván mỏng:
Ghép hình sách
Ghép hình ngẫu nhiên
Ghép nối vân
Ghép hình vuông
3. Sản xuất ván dán
3.1 Yêu cầu đối với ván dán
Ván dán tiêu chuẩn: Là ván dán được sử dụng thông thường trong điều kiện trong nhà, và không phù hợp cho mục đích ngoài trời trong một thời gian dài.
Ván dán chịu ẩm: Nên được sử dụng với những ứng dụng trong nhà nơi mà được đòi hỏi có khả năng chịu được độ ẩm cao hoặc thỉnh thoảng tiếp xúc với nước.
Ván dán ép nhiều lớp: Được sử dụng cho những sản phẩm chịu lực và độ ổn định kích thước cao. Ván ép nhiều lớp dùng cho sàn và vách ngăn tàu thuyền còn có yêu cầu chịu ẩm cao và bền với điều kiện ngoài trời.
3.2 Tráng keo
3.2.1 Các loại keo dán ván dán
Việc lựa chọn keo dán cho sản xuất ván dán dựa trên nhiều yếu tố như giá cả, kết cấu làm việc, chịu ẩm, yêu cầu nhiệt phản ứng, tiếp xúc lửa, v.v…Các loại keo chính thường được sử dụng trong công nghiệp ván dán bao gồm: (1) protein và (2) phenol-formaldehyde (PF) và urea- formaldehyde (UF)
Keo protein đươc tạo ra từ thực vật và động vật với những thành phần chính là nước, máu khô, bột đậu, chanh, Na2SiO3 (sodium silicate), NaOH (caustic soda). Keo Urea-formaldehyde là các loại keo nhiệt rắn tổng hợp với những thành phần chính là nước, chất khử bọt, chất độn (bột mì) và nhựa urea- formaldehyde. Nhựa Phenol-formaldehyde cũng được sử dụng như keo nhiệt rắn tổng hợp với những thành phần chính bao gồm các phụ gia NaOH (caustic soda) và Na2Co3 (soda ash).
Keo protein và urea-formaldehyde chuyên được dùng cho điều kiện trong nhà (keo không chịu nước), trong khi keo phenol-formaldehyde được sử dụng cho mục đích ngoài trời (keo chịu nước).
Ngoài ra, keo Melamine Urea formaldehyde là loại keo biến tính được sử dụng cho các ứng dụng với liên kết keo chịu ẩm và tạo mạch lien kết keo màu sáng.
3.2.2 Tráng keo
Bề mặt ván mỏng cần được bằng phẳng và không chịu sức căng nội để đảm bảo keo được trải đều trên bề mặt và đảm bảo chất lượng dán dính.
Các thành phần keo cần được hòa trộn kỹ và nghiêm ngặt theo chỉ dẫn của nhà sản xuất
Lượng các thành phần pha trộn keo thực tế cho mỗi mẻ cần được ghi chép lại làm cơ sở cho đánh giá chất lượng sau khi ép ván.
Độ nhớt của hỗn hợp keo cần được xác định để đảm bảo theo đúng với yêu cầu của nhà sản xuất keo.
Lượng trải keo trên bề mặt dán dính là thông số rất quan trọng đối với quá trình dán ép ván, cần được kiểm soát trong giới hạn yêu cầu của nhà sản xuất và cần được ghi chép lại ít nhất một lần trong ngày làm việc
Bề mặt ván mỏng trước khi tráng keo cần được làm sạch để tránh bụi, dầu, mỡ hay mồ hôi.
Do ván ép có tính đối xứng, vì vậy việc sử dụng keo dán cần được cân bằng với các tấm ván mỏng đối xứng qua tâm ván ép.
Máy tráng keo được sử dụng phổ biến nhất là loại máy bao gồm 2 ru lô dẫn hướng kết hợp với keo dể tráng lên bề mặt ván mỏng.
Hàm lượng khô và độ nhớt của keo là các yếu tố quyết định đến định lượng cũng như chất lượng tráng keo cho ván mỏng
3.4 Ép ván dán
Phụ thuộc vào loại keo được sử dụng, ép nguội hay ép nhiệt ván dán sẽ được áp dụng
Khi ép nhiệt ván, các yếu tố quan trọng nhất cần được xem xét đến là độ ẩm của ván mỏng, lượng nước trong keo dán, nhiệt độ, áp xuất và thời gian ép.
Trong quá trình ép ván, cả nhiệt độ và thời gian ép cần phải được theo dõi và kiểm soát nghiêm ngặt. Cần đảm bảo đủ thời gian lượng ẩm trong ván cần thiết được giải thoát và keo dán đóng rắn, đảm bảo ván ép không bị phồng rộp hay nổ. Khi chiều dày ván ép càng lớn, việc khống chế các yếu tố công nghệ ép ván càng đòi hởi tối ưu và nghiêm ngặt được kiểm soát. Đối với keo phenol formaldehyde, nhiệt độ ép cần tối thiểu 120oC để đảm bảo yêu cầu đóng rắn keo.
Các loại gỗ với khối lượng thể tích khác nhau đòi hỏi thời gian và công nghệ ép khác nhau
Bề mặt của bàn ép ván cần đươc làm sạch để tránh các vết bẩn và bụi dính trên bề mặt ván sau khi ép
Các chất làm sạch bề mặt bàn ép nên là các chất không acid.
3.5 Các vấn đề thường gặp khi bong tách ván
Rất nhiều yếu tố dẫn đến bong tách ván sau khi ép nhiệt, về cơ bản 3 yếu tố chính là việc sử dụng keo, qui trình ép ván và các thông số ván mỏng không thích hợp:
– Việc trộn keo cần được thực hiện nghiêm ngặt theo chỉ dẫn
– Dư lượng keo tráng có thể dẫn đến dư hơi nước trong quá trình ép nhiệt ván
– Tráng keo thiếu có thế dẫn đến thiếu liên kết keo ở một số nơi trong ván dán
– Độ ẩm ván mỏng quá cao tạo lượng hơi nước quá cao trong khi ép ván, có thể gây phồng rộp ván
– Thời gian chờ ép quá dài có thể gây đóng rắn keo trước khi ép ván
– Sai số chiều dày ván lớn làm chất lượng ép ván không đồng đều, nên tối đa là 0,1mm
– Thời gian ép quá ngắn làm cho keo chưa đóng rắn hoàn toàn.
3.6 Cân bằng và ổn định ván ép
Sau khi ép nhiệt, ván ép cần được lưu giữ trong điều kiện môi trường tiêu chuẩn trong một khoản thời gian nhất định. Đây là khoảng thời gian cần thiết để việc đóng rắn keo trong ván được thực hiện hoàn toàn. Hơn nữa độ ẩm của ván cũng được cân bằng.
Ván ép nên được lưu giữ trong điều kiện môi trường sao cho độ ẩm thăng bằng của ván (EMC) đạt khoảng 10%. EMC của ván nên được duy trì cho đến khi ván dán được đánh nhẵn và hoàn thiện.
3.7 Đánh nhẵn và cắt ván ép
Việc đánh nhẵn ván cần được kiểm soát trong giới hạn để tránh đánh nhẵn quá cạnh, đầu và bề mặt ván ép. Nếu bề mặt ván bị đánh nhẵn quá nhiều gây mỏng lớp ván mặt làm giảm khả năng chịu lực bề mặt ván.
Có nhiều loại máy đánh nhẵn được dùng cho đánh nhẵn ván ép, phổ biến là các loại máy đánh nhẵn dạng băng
Sua khi đánh nhẵn, ván ép được cắt cạnh theo đúng kích thước đặt hàng và cần được lưu trong kho với điều kiện được kiểm soát về độ ẩm và lưu thông khí
3.8 Hoàn thiện ván ép
Đây là công đoạn quan trọng thông thường được đòi hỏi bởi các khác hàng khác nhau tùy thuộc vào mục đích sử dụng như loại bỏ lỗi bề mặt và trang sức bề mặt,
4. Kiểm tra chất lượng ván ép
Công nghệ sản xuất và sản phẩm ván ép cần được kiểm tra chất lượng theo các yêu cầu kỹ thuật và các tiêu chuẩn kiểm định. Việc kiểm định này bao hàm các vấn đề về sử dụng keo, chuẩn bị và gia công vật liệu, độ ẩm của ván mỏng, điều kiện áp lực ép, qui trình ép ván và chất lượng dán dính của các sản phẩm ván ép cuối cùng.
Tin khác
Tin tức - Sự kiện
-
 Ngành gỗ Việt Nam mong muốn nhập khẩu gỗ nguyên liệu từ Hoa Kỳ
Ngành gỗ Việt Nam mong muốn nhập khẩu gỗ nguyên liệu từ Hoa Kỳ
-
 Năm 2025, Mỹ vẫn là thị trường hứa hẹn của ngành gỗ
Năm 2025, Mỹ vẫn là thị trường hứa hẹn của ngành gỗ
-
 Ngành gỗ và nội thất Việt Nam sẵn sàng bứt phá, vươn mình mạnh mẽ
Ngành gỗ và nội thất Việt Nam sẵn sàng bứt phá, vươn mình mạnh mẽ
-
 Xuất khẩu gỗ và sản phẩm gỗ năm 2025: “Tự tin” với mục tiêu 18 tỷ USD
Xuất khẩu gỗ và sản phẩm gỗ năm 2025: “Tự tin” với mục tiêu 18 tỷ USD
-
 Việt Nam xuất nhập khẩu gỗ và sản phẩm gỗ 6 tháng đầu năm 2024 và cập nhật một số chính sách quan trọng
Việt Nam xuất nhập khẩu gỗ và sản phẩm gỗ 6 tháng đầu năm 2024 và cập nhật một số chính sách quan trọng
QUI TRÌNH CÔNG NGHỆ ÉP VÁN DÁN NHIỀU LỚP
1. Giới thiệu chung
Công nghiệp sản xuất ván dán đang ngày một phát triển vì sự thiếu hụt ngày một tăng của nguồn nguyên liệu từ gỗ rừng tự nhiên. Việc tạo ra ván mỏng là một phương thức kinh tế nhất trong việc sản xuất gỗ chất lượng cao và thể hiện được hình ảnh gỗ trong sản phẩm. Công nghệ mới đã có thể cho phép công nghiệp gỗ sử dụng gỗ rừng trồng, nguồn nguyên liệu gỗ mà trước kia bị xem là gỗ có đường kính quá nhỏ để sản xuất ván ép.
Công nghệ sản xuất ván dán nhiều lớp về cơ bản dựa trên công nghệ sản xuất ván dán thông thường. Ván dán được tạo nên từ các lớp gỗ (ván mỏng) liên kết với nhau bởi chất dán dính (keo). Đây là loại vật liệu được đặc trưng bằng khả năng của nó được thiết kế và cấu tạo cho các ứng dụng trong xây dựng hay trang trí, định hình thẳng hay cong. Ván dán được tạo ra từ gỗ lá rộng thông thường được sử dụng cho mục đích trang trí. Ván dán được tạo ra từ gỗ lá kim (họ tùng bách) thường đựợc sử dụng cho xây dựng và kết cấu.
Qui trình công nghệ sản xuất ván ép nhiều lớp bao gồm 5 công đoạn chính sau:
1. Gỗ tròn được bóc vỏ và cắt theo chiều dài cần thiết
2. Gỗ tròn được bóc để tạo ván mỏng
3. Ván mỏng được sấy khô và phân loại
4. Ván mỏng được tráng keo và được xếp đặt để đạt yêu cầu chiều dày ván và được ép nhiệt
5. Ván ép nhiều lớp được cắt theo kích thước yêu cầu của khách hàng
2. Sản xuất ván mỏng
2.1 Chuẩn bị phôi gỗ
Ván mỏng và các sản phẩm sử dụng ván mỏng được tạo ra từ cả gỗ lá rộng và gỗ lá kim. Chất lượng nguyên liệu gỗ để sản xuất ván mỏng đựợc đánh giá dựa trên các yêu cầu nhất định về kích thước gỗ, cấp chất lượng, các phương thức vận chuyển, bảo quản và cách ly gỗ.
Để đáp ứng được các yêu cầu tiêu chuẩn ngày nay, bề mặt ván mỏng cần xuất hiện ít lỗi, màu sắc đồng đều và cấu trúc đồng đều. Việc đánh giá kỹ lưỡng và chính xác chất lượng gỗ khúc là cơ sở rất quan trọng để đạt được ván mỏng chất lượng tốt trong các công đoạn chế biến sau. Các tiêu chuẩn đánh giá chất lượng gỗ cho phép xác định những loại gỗ nào phù hợp để sản xuất ván mỏng. Các đặc tính gỗ chính được xem xét đến như sau:
Thông số hình học
Đường kính gỗ nguyên liệu ảnh hưởng trực tiếp đến tỷ lệ lợi dụng gỗ và năng suất lao động. Đường kính nhỏ nhất của gỗ dùng để sản xuất ván dán có tu thường là 18cm. Đối với ván không tu đường kính gỗ được phép nhỏ hơn
+ Độ thót ngọn càng nhỏ càng tốt
+ Độ cong càng nhỏ càng tốt
+ Độ tròn càng lớn và đồng đều càng tốt
Các đặc tính bóc và lạng (khối lượng thể tích, sự chéo thớ, mắt gỗ)
+ Chiều thớ gỗ: Gỗ càng thẳng thớ càng tốt. khi đó sẽ tạo được bề mặt ván có hình dáng đẹp
+ Mắt gỗ không những ảnh hưởng đến chất lượng ván mỏng, tỷ suất ván mỏng, chất lượng ván dán mà còn ảnh hưởng đến dao bóc. Nếu mắt có đường kính lớn, tập trurng thì tỷ suất ván mỏng rất thấp. Mắt chết sau khi sấy khô cũng có thể trở thành mắt rõ. Dù là mắt chết hay mắt rõ thì sau này khi xử lý ván mỏng cũng rất khó khăn. Đây không chỉ là công việc gây tốn kém mà còn làm cho cường độ ván mỏng giảm và cường độ ván dán cũng giảm theo
Các đặc tính sử dụng hay hiển thị (màu sắc, hình ảnh, cấu trúc, vòng năm, mùi gỗ)
+ Gỗ có giác lõi không hoặc ít phân biệt
+ Gỗ sớm gỗ muộn không hoặc ít phân biệt
+ Tia gỗ có kích thước nhỏ, số lượng ít
+ Mạch phân tán, kích thước bé
Các đặc tính dán dính keo và hoàn thiện (khối lượng thể tích, thớ gỗ, khả năng dính keo, nhuộm màu)
+ Gỗ nguyên liệu được yêu cầu phải có hàm luwngj chất dầu nhựa thấp để hạn chế ảnh hưởng đến khả năng dán dính của ván dán
Các đặc tính cấu trúc (cường độ, chịu mục nát, độ cứng gỗ)
+ Độ bền cơ học: Các kết quả thực nghiệm ở nhiều nước trên thế giới cho thấy, gỗ tròn nguyên liệu dùng để sản xuất ván dán nên có khối lượng thể tích từ 0,55 ÷ 0,75 g/cm3. Với khối lượng thể tích như vậy, cường độ ván mỏng và ván dán cao, tỷ suất nén nhỏ và đảm bảo yêu cầu về chất lượng sản phẩm ván dán. Nếu gỗ tròn nguyên liệu có khối lượng thể tích nhỏ ( < 0,49 g/cm3) thì giới hạn bền kéo dọc thớ, kéo ngang thớ của ván mỏng thấp, không đảm bảo được yêu cầu của nhiều loại sản phẩm (nói trung ván dán chất lượng cao đòi hỏi cường độ cao)
+ Cần hạn chế khuyết tật gỗ nhiều nhất có thể, không được mục, không có vật liệu lạ (kim loại)
+ Gỗ dùng cho bóc lạng cần được đảm bảo yêu cầu về độ ẩm (nên dùng gỗ còn tươi, một tháng sau khi chặt hạ)
2.2 Hóa mềm gỗ
Trong công nghệ bóc và lạng gỗ, các khúc phôi gỗ thường được làm nóng trong bể nước hoặc được hấp nóng để làm mềm gỗ, tạo điều kiện thuận lợi cho việc bóc, lạng gỗ và cải thiện chất lượng ván mỏng sản xuất ra. Qui trình nấu và gia nhiệt rất đa dạng, phụ thuộc vào khối lượng thể tích gỗ, kích thước phôi gỗ và kế hoạch cấp nhiệt của nhà máy. Nhiệt độ thường được sử dụng là 50 – 90oC, thời gian gia nhiệt 25 – 36giờ. Tuy nhiên, một số loài gỗ có khối lượng thể tích cao cần được gia nhiệt nhiều ngày.
Tuy nhiên trong thực tế sản xuất ván bóc hiện nay nhiều nơi đã bỏ qua khâu làm mềm vì lợi dụng bóc ván khi gỗ con tươi, có độ ẩm cao và tương đối dễ bóc ván. Việc bóc ván gỗ tươi sẽ tiết kiệm được năng lượng và thời gian tạo ván mỏng. Tuy nhiên nếu không có thiết kế công đoạn hóa mềm gỗ trong qui trình sản xuất ván dán có thể dẫn đến một số bất lợi sau:
– Không chủ động được nguồn gỗ tươi có độ ẩm lớn cần thiết để bóc ván.
– Gỗ có độ ẩm thấp dễ bi dòn, khi đươc bóc sẽ làm tăng tần số vết nứt, làm giảm cường độ ván mỏng cũng như làm tăng tỷ lệ ván mỏng vỡ vụn
– Các ứng suất cục bộ tự nhiên trong thân gỗ chưa được triệt tiêu bởi quá trình nhiệt mềm hóa gỗ, sẽ gây rách ván mỏng khi bóc và lạng ván
2.3 Công nghệ sản xuất ván mỏng
Bóc ván: Công nghệ bóc ván truyền thống thường sử dụng gỗ bóc có đường kính lớn. Tuy nhiên do sự phát triển về thiết bị và công nghệ sản xuất, gỗ đường kính nhỏ rừng trồng đã được sử dụng một cách kinh tế.
Các máy bóc không có tu hay máy bóc vô tâm cho phép bóc gỗ đến đường kính nhỏ hơn ván bóc truyền thống sử dụng tu (trấu kẹp). Tuy nhiên việc sử dụng máy bóc không tu cũng có có nhựơc điểm là sai số về chiều dày ván mỏng có thể cao do vị trí đường tâm khúc gỗ tròn và mũi dao bóc có độ ổn định không cao do:
+ Chuyển động của phôi gỗ phụ thuộc vào bề mặt phôi gỗ tròn, độ tròn, độ thót ngọn, mức độ u bướu và khuyết tật gỗ bề mặt
+ Việc điều hòa chuyển động của các ru lô dẫn hướng khó khăn
+ Độ ổn định chuyển động của phôi gỗ phụ thuộc vào khối lượng phôi gỗ
Lạng và Lạng nửa vòng ván: Trong công nghệ này, những yêu cầu về nguyên liệu gỗ được chú trọng hơn trên phương diện giá trị của sản phẩm cuối cùng. Các phần gỗ đặc biệt như góc, gốc, thớ vặn đem lại hình ảnh vân gỗ và màu sắc gỗ phù hợp cho mục đích trang trí.
2.4 Sấy ván mỏng
Ván mỏng được tạo ra sau khi bóc, lạng thông thường có độ ẩm cao và không phù hợp để tráng keo. Vì vậy ván mỏng cần được sấy khô đên độ ẩm nhỏ hơn 12%. Đây là mức độ ẩm tương thích với việc tráng keo và phù hợp với độ ẩm của ván dán được sử dụng.
Hiện nay có nhiều phương pháp sấy ván mỏng. Kiểu sấy thông dụng nhất là buồng sấy dài được trang bị với các ru lô trên băng tải có tác dụng đẩy ván mỏng đi dọc theo buồng sấy. Hệ thống gia nhiệt và quạt được bố trí dọc theo buồng sấy để kiểm soát nhiệt độ và độ ẩm.
Phần lớn các lò sấy ván mỏng nhiệt độ cao (trên 100°C) sử dụng nguồn nhiệt từ hệ thống gia nhiệt hơi nước. Nhiệt được truyền tới không khí bởi hệ thống trao đổi nhiệt. Các hệ thống lò sấy sử dụng dầu và khí đốt đang ngày một thông dụng trong công nghiệp.
Dưới đây là một mô hình buồng sấy băng tải:
Do nhiều ván mỏng có xu hướng bị nhăn sau khi sấy vì sự khác nhau mật độ trên mặt ván, các tấm ván mỏng đó cần được làm phẳng bằng cách là ép thêm. Ngày nay máy sấy ép đã được phát triển với khả năng vừa ép, vừa sấy khô ván mỏng.
2.5 Cắt xén
Sau khi sấy, ván mỏng được cắt xén theo kích thước yêu cầu để bán hay ép ván.
Qua việc cắt xén, các phần lỗi trên ván mỏng cũng được loại bỏ.
Các lá ván mỏng được cắt theo từng loại kích thước và được tập hợp theo tưng bó 24 – 32 tấm
2.6 Tuyển chọn và phân loại
Trong các quá trình sản xuất, ván mỏng có thể được phân loại theo các yêu cầu chất lượng cho từng mục đích sử dụng như sau:
– Chất lượng kiến trúc nội thất
– Chất lượng phòng ngủ
– Chất lượng phòng khách
– Chất lượng ván tấm
– Chất lượng cửa
– Chất lượng vân gỗ
Các hệ thống chất lượng đó khác nhau tùy thuộc vào các tiêu chuẩn được tạo ra riêng bởi từng nhà sản xuất về chiều dài, kích thước và chất lượng. Các phân loại phụ cũng có thể khác nhau trong mỗi cấp chất lượng tiêu chuẩn.
2.7 Định lượng
Từng tập ván mỏng có thể được vận chuyển qua thiết bị quét và đo đếm nhằm xác định chiều dài, số lượng tấm, và diện tích ván mỏng.
2.8 Lưu kho
– Ván mỏng đã sấy khô cần được lưu giữ trong nhà kho có nhiệt độ và độ ẩm không thay đổi
– Các ván mỏng nên được lưu giữ ở nơi không tiếp xúc trực tiếp với ánh nắng mặt trời
2.9 Khâu vá ván mỏng
Các mảnh ván mỏng có thể được ghép nối lại với nhau theo cạnh ván để tạo nên những tấm lớn hơn theo kích thước và hình ảnh ván mỏng theo yêu cầu. Việc liên kết cạnh này có thể được thực hiện bằng máy khâu cạnh ván với dây keo theo đường zic zắc.
2.10 Ghép hình
Nghệ thuật ghép hình được thực hiện để tạo lại hình ảnh vân thớ tự nhiên của gỗ theo một kiểu dáng hay hiệu ứng hình ảnh nhất định cho mục đích trang trí. Sau đây là một số kiểu ghép hình ván mỏng:
Ghép hình sách
Ghép hình ngẫu nhiên
Ghép nối vân
Ghép hình vuông
3. Sản xuất ván dán
3.1 Yêu cầu đối với ván dán
Ván dán tiêu chuẩn: Là ván dán được sử dụng thông thường trong điều kiện trong nhà, và không phù hợp cho mục đích ngoài trời trong một thời gian dài.
Ván dán chịu ẩm: Nên được sử dụng với những ứng dụng trong nhà nơi mà được đòi hỏi có khả năng chịu được độ ẩm cao hoặc thỉnh thoảng tiếp xúc với nước.
Ván dán ép nhiều lớp: Được sử dụng cho những sản phẩm chịu lực và độ ổn định kích thước cao. Ván ép nhiều lớp dùng cho sàn và vách ngăn tàu thuyền còn có yêu cầu chịu ẩm cao và bền với điều kiện ngoài trời.
3.2 Tráng keo
3.2.1 Các loại keo dán ván dán
Việc lựa chọn keo dán cho sản xuất ván dán dựa trên nhiều yếu tố như giá cả, kết cấu làm việc, chịu ẩm, yêu cầu nhiệt phản ứng, tiếp xúc lửa, v.v…Các loại keo chính thường được sử dụng trong công nghiệp ván dán bao gồm: (1) protein và (2) phenol-formaldehyde (PF) và urea- formaldehyde (UF)
Keo protein đươc tạo ra từ thực vật và động vật với những thành phần chính là nước, máu khô, bột đậu, chanh, Na2SiO3 (sodium silicate), NaOH (caustic soda). Keo Urea-formaldehyde là các loại keo nhiệt rắn tổng hợp với những thành phần chính là nước, chất khử bọt, chất độn (bột mì) và nhựa urea- formaldehyde. Nhựa Phenol-formaldehyde cũng được sử dụng như keo nhiệt rắn tổng hợp với những thành phần chính bao gồm các phụ gia NaOH (caustic soda) và Na2Co3 (soda ash).
Keo protein và urea-formaldehyde chuyên được dùng cho điều kiện trong nhà (keo không chịu nước), trong khi keo phenol-formaldehyde được sử dụng cho mục đích ngoài trời (keo chịu nước).
Ngoài ra, keo Melamine Urea formaldehyde là loại keo biến tính được sử dụng cho các ứng dụng với liên kết keo chịu ẩm và tạo mạch lien kết keo màu sáng.
3.2.2 Tráng keo
Bề mặt ván mỏng cần được bằng phẳng và không chịu sức căng nội để đảm bảo keo được trải đều trên bề mặt và đảm bảo chất lượng dán dính.
Các thành phần keo cần được hòa trộn kỹ và nghiêm ngặt theo chỉ dẫn của nhà sản xuất
Lượng các thành phần pha trộn keo thực tế cho mỗi mẻ cần được ghi chép lại làm cơ sở cho đánh giá chất lượng sau khi ép ván.
Độ nhớt của hỗn hợp keo cần được xác định để đảm bảo theo đúng với yêu cầu của nhà sản xuất keo.
Lượng trải keo trên bề mặt dán dính là thông số rất quan trọng đối với quá trình dán ép ván, cần được kiểm soát trong giới hạn yêu cầu của nhà sản xuất và cần được ghi chép lại ít nhất một lần trong ngày làm việc
Bề mặt ván mỏng trước khi tráng keo cần được làm sạch để tránh bụi, dầu, mỡ hay mồ hôi.
Do ván ép có tính đối xứng, vì vậy việc sử dụng keo dán cần được cân bằng với các tấm ván mỏng đối xứng qua tâm ván ép.
Máy tráng keo được sử dụng phổ biến nhất là loại máy bao gồm 2 ru lô dẫn hướng kết hợp với keo dể tráng lên bề mặt ván mỏng.
Hàm lượng khô và độ nhớt của keo là các yếu tố quyết định đến định lượng cũng như chất lượng tráng keo cho ván mỏng
3.4 Ép ván dán
Phụ thuộc vào loại keo được sử dụng, ép nguội hay ép nhiệt ván dán sẽ được áp dụng
Khi ép nhiệt ván, các yếu tố quan trọng nhất cần được xem xét đến là độ ẩm của ván mỏng, lượng nước trong keo dán, nhiệt độ, áp xuất và thời gian ép.
Trong quá trình ép ván, cả nhiệt độ và thời gian ép cần phải được theo dõi và kiểm soát nghiêm ngặt. Cần đảm bảo đủ thời gian lượng ẩm trong ván cần thiết được giải thoát và keo dán đóng rắn, đảm bảo ván ép không bị phồng rộp hay nổ. Khi chiều dày ván ép càng lớn, việc khống chế các yếu tố công nghệ ép ván càng đòi hởi tối ưu và nghiêm ngặt được kiểm soát. Đối với keo phenol formaldehyde, nhiệt độ ép cần tối thiểu 120oC để đảm bảo yêu cầu đóng rắn keo.
Các loại gỗ với khối lượng thể tích khác nhau đòi hỏi thời gian và công nghệ ép khác nhau
Bề mặt của bàn ép ván cần đươc làm sạch để tránh các vết bẩn và bụi dính trên bề mặt ván sau khi ép
Các chất làm sạch bề mặt bàn ép nên là các chất không acid.
3.5 Các vấn đề thường gặp khi bong tách ván
Rất nhiều yếu tố dẫn đến bong tách ván sau khi ép nhiệt, về cơ bản 3 yếu tố chính là việc sử dụng keo, qui trình ép ván và các thông số ván mỏng không thích hợp:
– Việc trộn keo cần được thực hiện nghiêm ngặt theo chỉ dẫn
– Dư lượng keo tráng có thể dẫn đến dư hơi nước trong quá trình ép nhiệt ván
– Tráng keo thiếu có thế dẫn đến thiếu liên kết keo ở một số nơi trong ván dán
– Độ ẩm ván mỏng quá cao tạo lượng hơi nước quá cao trong khi ép ván, có thể gây phồng rộp ván
– Thời gian chờ ép quá dài có thể gây đóng rắn keo trước khi ép ván
– Sai số chiều dày ván lớn làm chất lượng ép ván không đồng đều, nên tối đa là 0,1mm
– Thời gian ép quá ngắn làm cho keo chưa đóng rắn hoàn toàn.
3.6 Cân bằng và ổn định ván ép
Sau khi ép nhiệt, ván ép cần được lưu giữ trong điều kiện môi trường tiêu chuẩn trong một khoản thời gian nhất định. Đây là khoảng thời gian cần thiết để việc đóng rắn keo trong ván được thực hiện hoàn toàn. Hơn nữa độ ẩm của ván cũng được cân bằng.
Ván ép nên được lưu giữ trong điều kiện môi trường sao cho độ ẩm thăng bằng của ván (EMC) đạt khoảng 10%. EMC của ván nên được duy trì cho đến khi ván dán được đánh nhẵn và hoàn thiện.
3.7 Đánh nhẵn và cắt ván ép
Việc đánh nhẵn ván cần được kiểm soát trong giới hạn để tránh đánh nhẵn quá cạnh, đầu và bề mặt ván ép. Nếu bề mặt ván bị đánh nhẵn quá nhiều gây mỏng lớp ván mặt làm giảm khả năng chịu lực bề mặt ván.
Có nhiều loại máy đánh nhẵn được dùng cho đánh nhẵn ván ép, phổ biến là các loại máy đánh nhẵn dạng băng
Sua khi đánh nhẵn, ván ép được cắt cạnh theo đúng kích thước đặt hàng và cần được lưu trong kho với điều kiện được kiểm soát về độ ẩm và lưu thông khí
3.8 Hoàn thiện ván ép
Đây là công đoạn quan trọng thông thường được đòi hỏi bởi các khác hàng khác nhau tùy thuộc vào mục đích sử dụng như loại bỏ lỗi bề mặt và trang sức bề mặt,
4. Kiểm tra chất lượng ván ép
Công nghệ sản xuất và sản phẩm ván ép cần được kiểm tra chất lượng theo các yêu cầu kỹ thuật và các tiêu chuẩn kiểm định. Việc kiểm định này bao hàm các vấn đề về sử dụng keo, chuẩn bị và gia công vật liệu, độ ẩm của ván mỏng, điều kiện áp lực ép, qui trình ép ván và chất lượng dán dính của các sản phẩm ván ép cuối cùng.
Tin khác